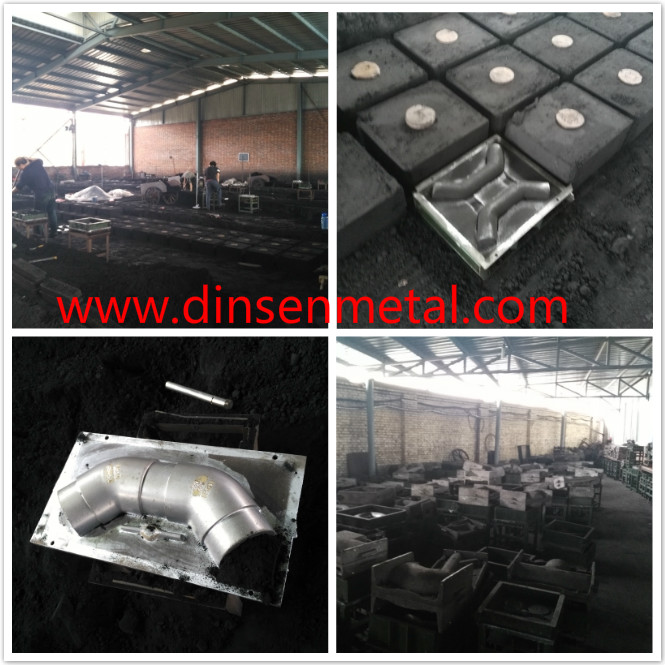
Технологія виробництва чавунної трубопровідної арматури - лиття в піщані форми
1.Пісок вступ до кастингу.
Лиття в піщані форми використовується для виготовлення великих деталей. Розплавлений метал заливається в порожнину форми, сформовану з піску. Порожнина в піску формується за допомогою шаблону, який зазвичай виготовляється з дерева, іноді з металу. Порожнина міститься в агрегаті, розміщеному в коробці, яка називається опокою. Стрижень - це піщана форма, що вставляється у форму для створення внутрішніх елементів деталі, таких як отвори або внутрішні проходи. Стрижні розміщуються в порожнині для формування отворів потрібної форми.
2. Процес лиття в піщані форми:
У двосекційній формі, що є типовим для лиття в піщані форми, верхня половина, включаючи верхню половину моделі, опоку та стрижень, називається кришкою, а нижня половина - тарілкою. Лінія розриву або поверхня розриву - це лінія або поверхня, яка розділяє кришку та тарілку. Спочатку тарілку частково заповнюють піском, а відбиток стрижня, стрижні та литникову систему розміщують поблизу лінії розриву. Потім тарілку збирають з препаратом, і пісок засипають на половину тарілочки, покриваючи модель, стрижень та литникову систему. Пісок ущільнюють за допомогою вібрації та механічних засобів. Далі тарілку виймають з препарату, і модель обережно видаляють. Мета полягає в тому, щоб видалити модель, не порушуючи порожнину форми. Цьому сприяє проектування ухилу, невеликого кутового зміщення від вертикалі до вертикальної поверхні моделі.
3. Переваги чавунних трубопровідних фітингів з використанням глиняного зеленого піску
Глиняний зелений пісок: пісок з глиною та потрібною кількістю води як основного сполучного речовини, виготовлений безпосередньо після формування піску та заливання у вологий стан. Лиття у зелений пісок має довгу історію та широко використовується. Його переваги:
- Сировина є дешевим і багатим джерелом.
- Модельний пісок без сушіння, короткий цикл лиття та висока ефективність, що легше досягти масового виробництва.
- У старому піску нерозширений бентоніт, змішаний з водою, здатний відновити міцність, що забезпечує переробку та повторне використання старого піску з низькими інвестиціями.
- Після тривалого використання ми розробили асортимент обладнання для формування.
- Точність розмірів виливків, виготовлених із глинистого зеленого піску, порівнянна з точністю виливків, отриманих за моделями, отриманими за виплавлюваними моделями.
Завдяки цим перевагам, процес лиття в глиняний зелений пісок широко використовується у виливках малого розміру, особливо в автомобілях, двигунах, ткацьких верстатах та інших видах чавунного лиття, причому його частка у виливках є першою. Однак, під час лиття в глиняний зелений пісок, поверхневе випаровування води та транспортування піску робить виливки схильними до появи піщаних отворів, піщаних отворів, набухання, липкого піску та інших дефектів.
Час публікації: 26 червня 2017 р.







